A jewel case for a compact disc is made from polycarbonate ($2.20 per lb) by a thermoplastic molding process. Each CD case uses 20 grams of plastic. The parts will be made in a 10-cavity mold that makes 1400 parts per hour at an operating cost of $20 per hour. Manufacturing ovehead is 40%. Since the parts ae sold in large lots, the G&A expenses are a low 15%. Profit is 10%. What is the estimated selling price for each CD case?
Solutions:
jewel case = 20 gram ($ 2.20/lb)
OH = 40%
G&A = 15%
Profit = 10%
1 lb = 454 gram
1 gram = 2.2x10^-3 lb
10(2.2x10^-3) = $ 0.097/unit
$20/1400 = $ 0.014 per unit
Total cost = 0.097 + 0.014 = $ 0.111
Cost/hour = $0.111 x 1400 = $155.40
0.4 x 155.4 = $ 62.16
0.15 x 155.4 = $ 23.31
Total = 155.4 + 62.16 + 23.31 = $ 240.87
Profit = 1.1 x 240.87 = $ 264.96
Estimated selling price/unit = $ 264.96/1400 = $ 0.19/unit
20131222
20131221
Assignment 17.4: Manufacturing Cost and Selling Price
Assignment
17.4 Manufacturing Cost and Selling Price for a Turbine
A manufacturer of a small hydraulic turbine has the annual cost data
given. Calculate the manufacturing cost and the selling price for the turbine.
Raw material and components costs $2,150,000
Direct labor $950,000
Direct expenses $60,000
Plant manager and staff $180,000
Utilities for plant $70,000
Taxes and insurance $50,000
Plant and equipment depreciation $120,000
Warehouse Expenses $60,000
Office Utilities $10,000
Engineering expenses (plant) $90,000
Engineering staff and salaries (plant) $30,000
Administrative staff salaries $120,000
Sales staff, salaries and commissions $100,000
Total Annual Sales 60
units
Profit Margin 15%
Variable costs
Raw material and components costs $2,150,000
Direct labor $950,000
Direct expenses $60,000
Engineering expenses (plant) $90,000
Engineering staff and salaries (plant) $30,000
Total Variable Costs $3,280,000
Factory Expenses
Utilities for plant $70,000
Taxes and insurance $50,000
Plant and equipment depreciation $120,000
Warehouse Expenses $60,000
Total Factory Expenses $300,000
General and Administrative
Expenses (G & A)
Plant manager and staff $180,000
Office Utilities $10,000
Administrative staff salaries $120,000
Total G & A $310,000
Manufacturing Cost = Variable costs + Factory Expenses + General and
Administrative Expenses
= $3,280,000
+ $300,000
+ $310,000
= $3,890,000
Sales, staff, salaries
and commissions $100,000
Total Cost =
Manufacturing costs + Sales, staff, salaries and commissions
= $3,990,000
Profit Margin = Profit / Sales = 15%
Profit (P) = Selling Price (S) – Total Cost (CT)
S = P + CT
S = 0.15S + CT
S – 0.15S = CT
0.85S = CT
S = CT /
0.85
S = $3,990,000 / 0.85
S = $4,694,117.65
Total Annual Sales = 60
units
Selling Price for One Turbine
= S / 60
= $4,694,117.65 / 60
Selling Price
= $78,235.29 per unit
20131220
Assignment 17.1
Solution:
Adjustment for the cost of the different size or capacity of the cyclone dust collector need to be purchased can not be calculated directly. Note that while the new units has 10 times the capacity as the unit purchased in 1985 will cost 10X more, because of economy of scale. However, the purchase cost will have increased because of inflation in the 27 years since it was purchased in 1985. Assuming cost inflation or 5 % per year, the original cost of $35,000 is now equivalent to
new cost for the 100 ft^3/min = [$35,000 x 5%] + $35,000 = $36,750
if 100 ft^3/min = X
1000 ft^3/min = 10X
Thus, the estimate of the cost to purchase 1000 ft^3/min in 2012 = 10X = $367,500
20131218
Assignment 11.3: Materials Selection
Which material property would be selected as guide in material selection if the chief performance characteristics of the component was:
PERFORMANCE CHARACTERISTICS
|
MATERIAL PROPERTY
|
Strength
in Bending
|
Tensile
Strength
|
Resistance
to Twisting
|
Hardness
|
The
Ability of a Sheet Material to be Stretched into a Complex Curvature
|
Ductility
|
Ability
to Resist Fracture from Cracks at Low Temperatures
|
Malleability
|
Ability
to Resist Shattering if Dropped On the Floor
|
Toughness
|
Ability
to Resist Alternating Cycles of Rapid Heating and Cooling
|
Thermal
Shock Resistance
|












20131216
Assignment Failure Mode and Effects Analysis (FMEA)
Failure
Mode and Effects Analysis (FMEA)
Failure mode and effects
analysis (FMEA) is a team – based methodology for identifying potential
problems with the new or existing designs. It is the first step of a system
reliability study. FMEA is the core task in reliability engineering, safety
engineering, and quality engineering. FMEA involves reviewing as many
components, assemblies, and subsystem as possible to identify failure modes,
and their causes and effects. In order to determine the components of the
process that are most in need of change, FMEA includes the following steps:
1. Steps in the
process.
2. Failure modes (What
could go wrong?)
3. Failure causes
(Why would the failure happen?)
4. Failure effects
(What would be the consequences of each failure?)
Three factors that are
considered in developing a FMEA:
1. The severity of
the failure.
2. The probability
of occurrence of failure.
3. The likelihood
of detecting the failure in either design or manufacturing, before the product
is used by the customer.
Different types of FMEA
analysis:
1. Functional,
2. Design, and
3. Process FMEA.
Major benefits derived
from a properly implemented FMEA are as follows:
1. It provides
documentation in selecting design with high probability of successful operation
and safety.
2. A uniform
documentation method of assessing potential failure mechanism, failure modes
and their impact on system operation, resulting in a list of failure modes
ranked according to seriousness of their system impact and likelihood of
occurrence.
3. Early identification
of single failure points (SFPS) and system interface problems which may be
critical to mission success and/or safety.
4. An effective
method for evaluating the effect of proposed changes t the design and/or
operational procedures on mission success and safety.
5. A basis for in –
flight troubleshooting procedures and for locating performance monitoring and
fault – detection devices.
6. Criteria for
early planning of tests.
Example of FMEA analysis for
car tire:
Keywords:
SEV – severity
OCC – occurrence
DET – Detection
RPN – Risk Priority Number
Function or Process
Step
|
Failure Type
|
Potential Impact
|
SEV
|
Potential Causes
|
OCC
|
Detection Mode
|
DET
|
RPN
|
Briefly outline
function, step or item being analyzed
|
Describe what has
gone wrong
|
What is the impact on
the key output variables or internal requirements?
|
How severe is the
effect to the customer?
|
What causes the key
input to go wrong?
|
How frequently is
this likely to occur?
|
What are the existing
controls that either prevent the failure from occurring or detect it should
it occur?
|
How easy is it to
detect?
|
Risk priority number
|
Tire function:
support weight of car, traction, comfort
|
Flat tire
|
Stops car journey,
driver and passengers stranded
|
10
|
Puncture
|
2
|
Tire checks before
journey. While driving, steering pulls to one side, excess noise
|
3
|
60
|
Recommended Actions
|
Responsibility
|
Target Date
|
Action Taken
|
SEV
|
OCC
|
DET
|
RPN
|
What are the actions
for reducing the occurrence of the cause or improving the detection?
|
Who is responsible
for the recommended action?
|
What is the target
date for the recommended action?
|
What were the actions
implemented? Now recalculate the RPN to see if the action has reduced the
risk.
|
||||
Carry spare tire and
appropriate tools to change tire
|
Car owner
|
From immediate effect
|
Spare tire and
appropriate tools permanently carried in trunk
|
4
|
2
|
3
|
24
|
Criteria for FMEA Analysis
FMEA is analyzed based
on three criteria:
1. Severity effect
on customer.
2. Occurrence of
failure.
3. Easy to detect.
It is then ranked from
1 (low) to 10 (high) for each criterion.
Table 1: Severity, Occurrence and Detection Ratings
Description
|
Low Number
|
High Number
|
|
Severity
|
Severity ranking encompasses what is important to the industry,
company or customers (e.g., safety standards, environment, legal, production
continuity, scrap, loss of business, damaged reputation)
|
Low impact
|
High impact
|
Occurrence
|
Rank the probability of a failure occuring during the expected
lifetime of the product or service
|
Not likely to occur
|
Inevitable
|
Detection
|
Rank the probability of the problem being detected and acted
upon before it has happened
|
Very likely to be detected
|
Not likely to be detected
|
Formula for RPN is:
RPN = severity x occurrence x detection
Setting Priorities
After failure has been
identified, the FMEA list of failure is adjusted in descending RPN order. This can
ensure that the corrective action can be focused.
Making Corrective Action
Once the priorities have
been agreed, it’s time to generate appropriate corrective actions for reducing
the occurrence of the failure modes. When the corrective actions have been
done, it is better to rescore and reassess the severity, probability of
occurrence and likelihood of detection for the top failure modes. This enables
to determine the effectiveness of the corrective action taken.
20131215
Assignment 8.3: New fingernail clipper

Normal or conventional fingernail clipper is consisting with the supporting shaft, upper and lower steel plate, and pressurizing bar. However, for some modification the design had been improvised for more aesthetic value. Casing and magnifying glass had been the additional parts into the new design of fingernail clipper. The casing is purposely to protect the nail cutting edge from tearing of thorn the clothes especially when keep it into the bag. The magnifying glass is to help for elderly especially to cut their nail and toe nail which is a bit far.
20131104
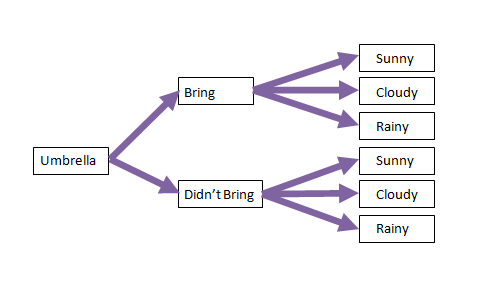
Assignment 7.1 Decision Tree
7.1 Construct a simple personal decision tree (without probabilities) for whether to take an umbrella when you go to work on cloudy day.
20131103
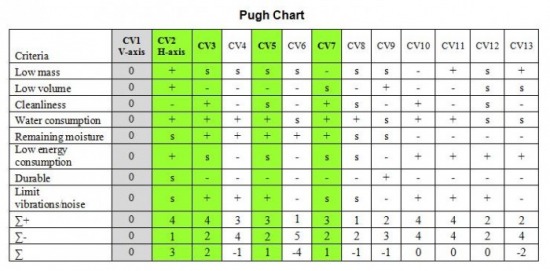
Assignment: Pugh Chart
Pugh Analysis charts are similar to the pros vs. cons lists. These are used for evaluating multiple options against each other, in relation to a baseline option. The method was invented by Stuart Pugh, University of Strathclyde in Glasgow, Scotland as an approach for selecting concept alternatives.
Why is it important?
The time it takes a development team to analyze the scores and weighting factors is usually much shorter and cheaper compared to deploying the wrong solution to a project. Ranking the criteria further helps focus the team's efforts on the critical few.
When to use it?
Rather than simply listing the positive and negative aspects of each option, one by one, a matrix of the needs vs. concepts helps address multiple factors at the same time and gives the team a holistic view of the needs vs. alternatives at hand.
How to use it?
Step by step process:
- Develop a set of criteria based on customer's wants and needs.
- Enhance these criteria by including any item of functional nature.
- Develop a group of design concepts that are aimed at satisfying the criteria.
- Using a simple matrix - list criteria on the left and the concepts across the top. Use simple sketches to illustrate each of these concepts.
- Select one of the concepts as a baseline.
- Evaluate each concept against the datum for each of the criteria. Determine whether it is better (+), the same (0) or worse(-) than the baseline. Alternately, one could assign a -1, 0, +1 based on where each choice would stack up against a set of the agreed-to criteria. We could give each of these criterion a weight and get the composite score of the alternate*criterion to determine the better alternative.
- Record the team's decisions on the matrix.
- For each column, determine the total number of pluses, minuses and sames. Alternately, take the sum of the alternate score multiplied by weight of the criterion.
- Work to improve those concepts that scored best by incorporating strong ideas from other concepts.
- Continue the process of synthesizing concepts.
Hints
In the Pugh Analysis winners and losers will become visible at an early stage. The fact that one is forced to carry out a reflected evaluation of each parameter for each of the concepts is very important and is useful to prevent later surprises. Even though obvious losers (or winners) may be found at an early stage, the process requires a continuous elaboration to optimize the concepts.
A Pugh matrix example
Let's say we're deciding between four alternatives, A, B, C, D. We already have a system in place and want to know if one of these four systems would be better for us.
We decide what our criteria are. We pick the four most important, the ones that absolutely must be included. Let's call them 1,2,3 and 4. (These can be price, time, ease of production, man-hours, whatever is most important. In companies, for example, they may get the customer/client involved here to ensure their satisfaction with the end result).
Let's draw our Pugh matrix. We put the alternatives across the top, and we are going to assess these with respect to the criteria, which we draw in on the left.

Our baseline is the system we have in place at the moment, so we score this a nought against our criteria. Our diagram will look like this.
Now consider option A. In relation to criteria 1, do we consider that it is better, the same as, or worse than the baseline? If it's better we give it a +1, if it's the same we give it a 0, and if it's worse we give it a -1. Let's say it's +1.
In terms of criteria 2, it's the same as the baseline. For criteria 3 it's better, and for criteria 4 its worse.
Our chart now looks like this.

We assess each of the alternatives B, C and D in the same way, filling in all the blanks.

So now we know the number of pluses, the number of minuses and the total score for each alternative, allowing us to make a more rational or objective decision. In this case it's obviously D, with three pluses and no minuses.
Weighting
We can also give each criterion a weighting. For example, if our first criteria is a 2, and the second criteria is twice as important we give that a four. The third criteria is somewhere in between, so it's a three. And the last criteria is probably the most important so that it gets a five. (It was funny writing that!!)
Our chart now looks like this.

Criteria 1 has a weighting of two. So all the numbers to the right of it are multiplied by two. Criteria four has a weighting of 5, so it's results are multiplied by five, etc.
Our Pugh matrix example now looks like this:

In our case the end result is the same, but depending on the number of criteria and the variables, the weighting you use can cause very different end results.
A further variation
Instead of the three-point scale we have used here, it it possible to use a five-point scale. For example:
+2 - much better than
+1 - better than
0 - equal to
-1 - worse than
-2 - much worse than
This can even be a 7 point scale, but anything finer may just complicate things unnecessarily.
+2 - much better than
+1 - better than
0 - equal to
-1 - worse than
-2 - much worse than
This can even be a 7 point scale, but anything finer may just complicate things unnecessarily.
Other Example

Assignment: Quality Function Deployment (QFD)
QUALITY FUNCTION DEPLOYMENT (QFD)
Introduction
Quality
Function Deployment (QFD) was developed to bring this personal interface to modern
manufacturing and business. In today's industrial society, where the growing
distance between producers and users is a concern, QFD links the needs of the
customer (end user) with design, development, engineering, manufacturing, and
service functions.
QFD is:
1.
Understanding Customer Requirements
2.
Quality Systems Thinking + Psychology +
Knowledge/Epistemology
3.
Maximizing Positive Quality That Adds
Value
4.
Comprehensive Quality System for
Customer Satisfaction
5.
Strategy to Stay Ahead of The Game
As a quality system that implements
elements of Systems Thinking with elements of Psychology and Epistemology
(knowledge), QFD provides a system of comprehensive development process for:
· Understanding 'true' customer needs from the customer's perspective
· What 'value' means to the customer, from the customer's perspective
· Understanding how customers or end users become interested, choose, and are satisfied
· Analyzing how do we know the needs of the customer
· Deciding what features to include
· Determining what level of performance to deliver
· Intelligently linking the needs of the customer with design, development, engineering, manufacturing, and service functions
· Intelligently linking Design for Six Sigma (DFSS) with the front end Voice of Customer analysis and the entire design system
Quality Function Deployment (QFD) is a
structured approach to defining customer needs or requirements and translating
them into specific plans to produce products to meet those needs. The "voice of the customer"
is the term to describe these stated and unstated customer needs or requirements.
The voice of the customer is captured in a variety of ways: direct discussion
or interviews, surveys, focus groups, customer specifications, observation,
warranty data, field reports, etc. This understanding of the customer needs is
then summarized in a product planning matrix or "house of quality".
These matrices are used to translate higher level "what's" or needs into
lower level "how's" - product requirements or technical
characteristics to satisfy these needs.
While the Quality Function Deployment
matrices are a good communication tool at each step in the process, the
matrices are the means and not the end. The real value is in the process of communicating
and decision-making with QFD. QFD is oriented toward involving a team of people
representing the various functional departments that have involvement in
product development: Marketing, Design Engineering, Quality Assurance,
Manufacturing/ Manufacturing Engineering, Test Engineering, Finance, Product
Support, etc.
The 'Voice of Customer'
Customer voices are diverse. In
consumer markets, there are a variety of different needs. Even within one
buying unit, there are multiple customer voices (e.g., children versus
parents). This applies to industrial and government markets as well. There are even
multiple customer voices within a single organization: the voice of the
procuring organization, the voice of the user, and the voice of the supporting
or maintenance organization.
These diverse voices must be
considered, reconciled and balanced to develop a truly successful product. One
technique to accomplish this is to use multiple columns for different priority
ratings associated with each customer voice in the product planning matrix.
Quality Function Deployment requires
that the basic customer needs are identified. Frequently, customers will try to
express their needs in terms of "how" the need can be satisfied and
not in terms of "what" the need is. This limits consideration of
development alternatives. Development and marketing personnel should ask
"why" until they truly understand what the root need is. Break down
general requirements into more specific requirements by probing what is needed.
Once customer needs are gathered, they then have to be organized.
The mass of interview notes, requirements documents, market research, and
customer data needs to be distilled into a handful of statements that express
key customer needs. Affinity diagramming is a useful tool to assist with this
effort. Brief statements which capture key customer requirements are
transcribed onto cards. A data dictionary which describes these statements of
need are prepared to avoid any misinterpretation. These cards are organized
into logical groupings or related needs. This will make it easier to identify
any redundancy and serves as a basis for organizing the customer needs for the
first QFD matrix.
QFD Methodoly Flow

Product Planning Using QFD
Once customer needs are identified, preparation of the product planning matrix or "house of quality" can begin. The sequence of preparing the product planning matrix is as follows:
1.
Customer needs or requirements are stated on the left side of the matrix as
shown below.

These are
organized by category based on the affinity diagrams. Insure the customer needs
or requirements reflect the desired market segment(s). Address the unspoken needs
(assumed and excitement capabilities). If the number of needs or requirements exceeds
twenty to thirty items, decompose the matrix into smaller modules or subsystems
to reduce the number of requirements in a matrix. For each need or requirement,
state the customer priorities using a 1 to 5 rating. Use ranking techniques and
paired comparisons to develop priorities.
2.
Evaluate prior generation products against competitive products. Use surveys,
customer meetings or focus groups/clinics to obtain feedback. Include
competitor's customers to get a balanced perspective. Identify price points and
market segments for products under evaluation. Identify warranty, service,
reliability, and customer complaint problems to identify areas of improvement.
Based on this, develop a product strategy. Consider the current strengths and
weaknesses relative to the competition? How do these strengths and weaknesses
compare to the customer priorities? Where does the gap need to be closed and
how can this be done - copying the competition or using a new approach or technology?
Identify opportunities for breakthrough's to exceed competitor's capabilities, areas
for improvement to equal competitors’ capabilities, and areas where no improvement
will be made. This strategy is important to focus development efforts where they
will have the greatest payoff.
3.
Establish product requirements or technical characteristics to respond to
customer requirements and organize into related categories. Characteristics
should be meaningful, measurable, and global. Characteristics should be stated
in a way to avoid implying a particular technical solution so as not to constrain
designers.
4. Develop
relationships between customer requirements and product requirements or technical
characteristics. Use symbols for strong, medium and weak relationships. Be sparing
with the strong relationship symbol. Have all customer needs or requirement been
addressed? Are there product requirements or technical characteristics stated
that don't relate to customer needs?
5. Develop
a technical evaluation of prior generation products and competitive products. Get
access to competitive products to perform product or technical benchmarking. Perform
this evaluation based on the defined product requirements or technical characteristics.
Obtain other relevant data such as warranty or service repair occurrences and
costs and consider this data in the technical evaluation.
6. Develop
preliminary target values for product requirements or technical
characteristics.
7.
Determine potential positive and negative interactions between product
requirements or technical characteristics using symbols for strong or medium,
positive or negative relationships. Too many positive interactions suggest
potential redundancy in "the critical few" product requirements or
technical characteristics. Focus on negative interactions - consider product
concepts or technology to overcome these potential tradeoff's or consider the
tradeoff's in establishing target values.
8.
Calculate importance ratings. Assign a weighting factor to relationship symbols
(9-3-1, 4-2-1, or 5-3-1). Multiply the customer importance rating by the
weighting factor in each box of the matrix and add the resulting products in
each column.
9. Develop
a difficulty rating (1 to 5 point scale, five being very difficult and risky)
for each product requirement or technical characteristic. Consider technology
maturity, personnel technical qualifications, business risk, manufacturing
capability, supplier/subcontractor capability, cost, and schedule. Avoid too
many difficult/high risk items as this will likely delay development and exceed
budgets. Assess whether the difficult items can be accomplished within the
project budget and schedule.
10.
Analyze the matrix and finalize the product development strategy and product
plans. Determine required actions and areas of focus. Finalize target values.
Are target values properly set to reflect appropriate trade off? Do target
values need to be adjusted considering the difficulty rating? Are they
realistic with respect to the price points, available technology, and the
difficulty rating? Are they reasonable with respect to the importance ratings?
Determine items for further QFD deployment. To maintain focus on "the
critical few", less significant items may be ignored with the subsequent
QFD matrices. Maintain the product planning matrix as customer requirements or
conditions change.
QFD Process
Quality Function Deployment begins with product planning; continues with product design and process design; and finishes with process control, quality control, testing, equipment maintenance, and training. As a result, this process requires multiple functional disciplines to adequately address this range of activities. QFD is synergistic with multi-function product development teams. It can provide a structured process for these teams to begin communicating, making decisions and planning the product. It is a useful methodology, along with product
development teams, to support a concurrent engineering or integrated product development approach .
Quality Function Deployment, by its very structure and planning approach, requires that more time be spent up-front in the development process making sure that the team determines, understands and agrees with what needs to be done before plunging into design activities. As a result, less time will be spent downstream because of differences of opinion over design issues or redesign because the product was not on target. It leads to consensus decisions, greater commitment to the development effort, better coordination, and reduced time over the course of
the development effort.
QFD requires discipline. It is not necessarily easy to get started with. The following is a list of recommendations to facilitate initially using QFD.
• Obtain management commitment to use QFD.
• Establish clear objectives and scope of QFD use. Avoid first using it on a large, complex project if possible. Will it be used for the overall product or applied to a subsystem, module, assembly or critical part? Will the complete QFD methodology be used or will only the product planning matrix be completed?
• Establish multi-functional team. Get an adequate time commitment from team members.
• Obtain QFD training with practical hands-on exercises to learn the methodology and use a facilitator to guide the initial efforts.
• Schedule regular meetings to maintain focus and avoid the crush of the development schedule overshadowing effective planning and decision-making.
• Avoid gathering perfect data. Many times significant customer insights and data exist within the organization, but they are in the form of hidden knowledge - not communicated to people with the need for this information. On the other hand, it may be necessary to spend additional time gathering the voice of the customer before beginning QFD. Avoid technical arrogance and the belief that company personnel know more than the customer.
Quality Function Deployment is an extremely useful methodology to facilitate communication, planning, and decision-making within a product development team. It is not a paperwork exercise or additional documentation that must be completed in order to proceed to the next development
milestone. It not only brings the new product closer to the intended target, but reduces development cycle time and cost in the process.